The new material extrusion (MEX, also known as FDM) 3D printer works with granulated feedstocks which are produced by filling thermoplastic binders with high loads (>50 vol%) of ceramic powders. The same feedstocks are used for ceramic injection molding (CIM), making the switch from prototyping by 3D printing to commercial large scale injection molding very straightforward. In their recent paper, the scientists at IMPE (René Wick-Joliat, Martina Schroffenegger, Dirk Penner) demonstrate ZrO2 parts with two different colors or high-temperature heating elements consisting of electrically conductive and non-conductive components. The team is excited to find and test new applications of multi-material ceramic parts with complex shapes.
Multi-material ceramic material extrusion 3D printing with granulated injection molding feedstocks
Abstract
Material Extrusion (MEX) is an advanced technology for polymer 3D printing and countless printers are commercially available. MEX has also been demonstrated for ceramics. For that purpose, thermoplastic binders are filled with high loads (>40 vol%) of a ceramic powder. The printed parts are subsequently debound and sintered. In contrast to most MEX printers, the ceramic printer presented herein works with granulated feedstock instead of filaments. Therefore, the development of novel feedstocks is faster and more straightforward since the challenges associated with filament production are omitted. Furthermore, commercial ceramic injection molding (CIM) feedstocks can be used which allows fast prototyping with the same material that is later used in high-quantity industrial production by CIM.
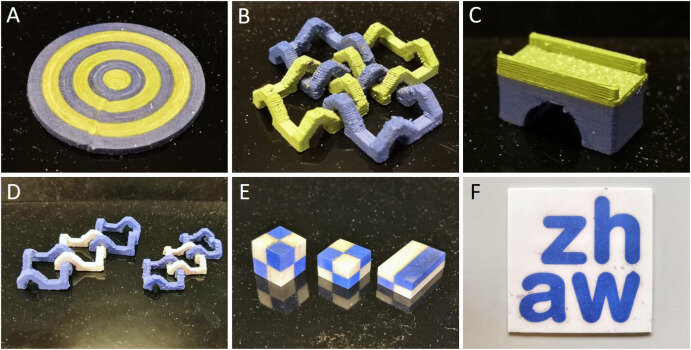
Examples of sintered parts printed from green, blue and white ZrO2. A: Circles; B: Chainmail; C: Bridge; D: Chain large/small; E: Cubes; F: ZHAW logo. (For interpretation of the references to color in this figure legend, the reader is referred to the Web version of this article.)
In this study, a method to fabricate multi-material ceramic parts using a granulate-fed printer is presented. Examples of multi-material printing include colored ZrO2 parts as well as ceramic high-temperature heating elements in various shapes consisting of an electrically conductive and a non-conductive component. Light- and electron microscopy confirms that the layer adhesion before and after sintering is flawless, even between different materials if the material combination is chosen carefully. All feedstocks are based on a commercially available CIM binder filled with the desired ceramic powder. Consequently, the feedstock preparation as well as optimizing of debinding and sintering conditions are simple and reproducible.
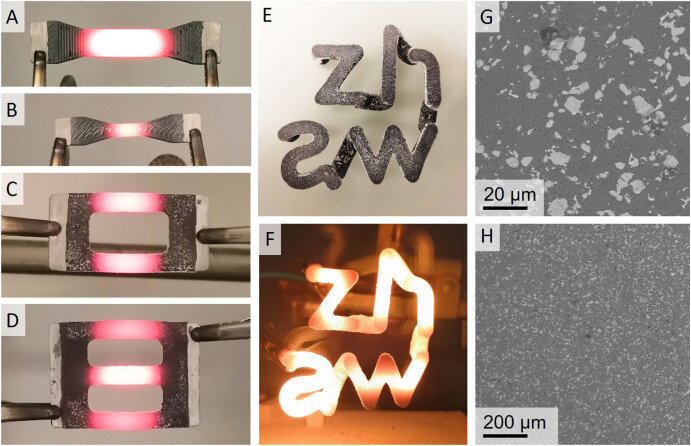
A–F: MoSi2/Al2O3/Feldspar heating elements in different geometries during glow tests. All samples were printed from MoSi2 17% feedstock. The white powder on the samples is Al2O3 on which the samples were sintered. G–H: SEM images of the cross-section trough the glowing zone of the bone-shaped samples shown in B. Light grey particles are MoSi2, while the darker matrix consists of Al2O3 and feldspar.
Read the full paper:
https://doi.org/10.1016/j.ceramint.2022.10.170
